



Neoprene is a versatile material that has found its way into many aspects of our lives. From the wetsuits worn by divers to the protective gear used in various sports, its presence is undeniable.
But what exactly is neoprene?
This synthetic rubber, also known as polychloroprene, boasts a range of properties that make it a popular choice in numerous industries. Its durability, flexibility, and resistance to water and oils are just a few of its notable characteristics.
In this article, we delve into the world of neoprene. We'll explore its history, how it's made, and the different forms it can take.
We'll also discuss its many uses and the benefits it offers. By the end, you'll have a comprehensive understanding of this remarkable material.
So, let's dive in and answer the question: What is neoprene?

What is Neoprene?
Neoprene is a type of synthetic rubber known for its wide-ranging applications and impressive durability. It was originally developed to be an oil-resistant alternative to natural rubber. As a synthetic rubber, neoprene boasts unique properties that make it incredibly versatile.
The chemical name for neoprene is polychloroprene. This term refers to its complex chemical structure formed by polymerizing chloroprene. This process results in a material that not only offers high resistance to oils and chemicals but also maintains stability across various temperatures.
Neoprene's resilience to environmental factors is one of its standout characteristics. It is resistant to elements like water, weather, and many solvents. This makes neoprene a reliable choice for items exposed to challenging conditions, such as outdoor gear or marine equipment.
The material's flexible nature sets it apart from other synthetic rubbers. Neoprene remains pliable over a wide temperature range, making it ideal for products requiring a degree of flexibility. This flexibility, coupled with its weathering resistance, extends the material's lifespan in demanding situations.
In its fabric form, neoprene is often a composite of the neoprene rubber with nylon or polyester. This combination enhances its utility in the textile industry, particularly for clothing items that require both protection and comfort, such as wetsuits and orthotic braces.
The History and Development of Neoprene
Neoprene, first developed in the 1930s, marked a significant advancement in synthetic materials. This innovation came from the laboratories of DuPont under the guidance of renowned chemist Wallace Carothers. Carothers and his team were on a quest to find a synthetic substitute for natural rubber, capable of resisting oil and other chemicals.
Initially marketed as "Duprene," the material was not warmly received due to its smell and cost. Over time, the manufacturing process was refined, reducing the costs and improving the material's properties. These improvements made neoprene a more attractive option across various industries.
World War II played a crucial role in neoprene's widespread acceptance. During the war, natural rubber was scarce, which led industries to seek out reliable alternatives. Neoprene filled the gap effectively due to its durability and resistance to harsh environments.
Since then, neoprene has seen continuous evolution and adaptation. Industries have utilized it for countless applications, from sportswear to industrial gaskets, highlighting its versatility and enduring relevance in modern manufacturing.

How is Neoprene Made?
The production of neoprene begins with a compound called chloroprene. Chloroprene serves as the foundational monomer from which neoprene is synthesized. The chemical process to create neoprene is complex, involving several stages to ensure quality and consistency.
In the industrial setting, the polymerization of chloroprene is initiated under controlled conditions. These conditions are crucial to achieve the desired physical and chemical properties in the final neoprene product. The initial phase of production results in a raw gum-like material that lacks the familiar characteristics of finished neoprene.
Once the basic neoprene is synthesized, additional treatments enhance its properties. These treatments can include the addition of reinforcing agents to improve strength. Other modifications help to tailor the flexibility, hardness, and density of the neoprene for specific applications.
Neoprene is then processed into various forms, such as sheets or rolls, depending on the intended use. This flexibility in form allows manufacturers to meet diverse needs, from durable industrial products to soft, flexible fabrics.
The whole manufacturing process, though energy-intensive, results in a versatile and resilient material. Despite its complexity, neoprene production continues to innovate, balancing performance requirements with environmental considerations.
The Polymerization Process
The heart of neoprene production is the polymerization of chloroprene. This chemical reaction links the monomers together, forming long chains.
During polymerization, conditions such as temperature and pressure are meticulously regulated. This control ensures that the molecular structure of neoprene achieves the desired properties like flexibility and durability.
Catalysts are often used to accelerate this process, making it more efficient. These catalysts help to drive the reaction, ensuring a uniform and high-quality product. The result of polymerization is a synthetic rubber that outperforms many natural and synthetic alternatives.
Neoprene Characteristics
Neoprene is renowned for its remarkable versatility and adaptable properties. This makes it a preferred material across various industries.
One key characteristic of neoprene is its impressive resistance to environmental factors. It withstands harsh conditions like extreme temperatures, oils, and solvents.
The material is inherently buoyant, lending itself to applications in aquatic environments. This feature makes it indispensable for water sports gear.
Neoprene's unique molecular structure imparts exceptional thermal insulation. It retains heat effectively, providing warmth even in cold conditions.
Here are some defining characteristics of neoprene:
- Highly resistant to weathering and ozone
- Excellent thermal and acoustic insulation
- Flexible and easy to fabricate
- Strong and durable in a variety of environments
Chemical Stability and Resistance
Neoprene is highly stable against chemical degradation. Its resistance to oils, solvents, and chemicals is a significant advantage.
In industrial settings, neoprene's stability ensures longevity. Components made from neoprene last longer, reducing maintenance needs.
Moreover, neoprene resists environmental degradation. It performs well under various climatic conditions, remaining resilient over time.
Thermal Insulation and Buoyancy
Thermal insulation is a standout property of neoprene. It effectively traps heat, making it a staple for wetsuits and cold-weather gear.
In terms of buoyancy, neoprene excels in water-based applications. Its lightweight nature ensures it stays afloat, enhancing safety and performance.
This combination of buoyancy and insulation makes neoprene ideal for aquatic gear. It keeps users warm and buoyant simultaneously.
Flexibility and Durability
Neoprene offers an outstanding balance between flexibility and toughness. This balance is crucial for products that need to be both strong and pliable.
Its durability is unmatched, withstanding extended use and abrasive conditions. Products made from neoprene benefit from a long service life.
Neoprene's flexibility doesn't compromise its structural integrity. This allows it to return to its original shape after being stretched.
Neoprene Material Variations
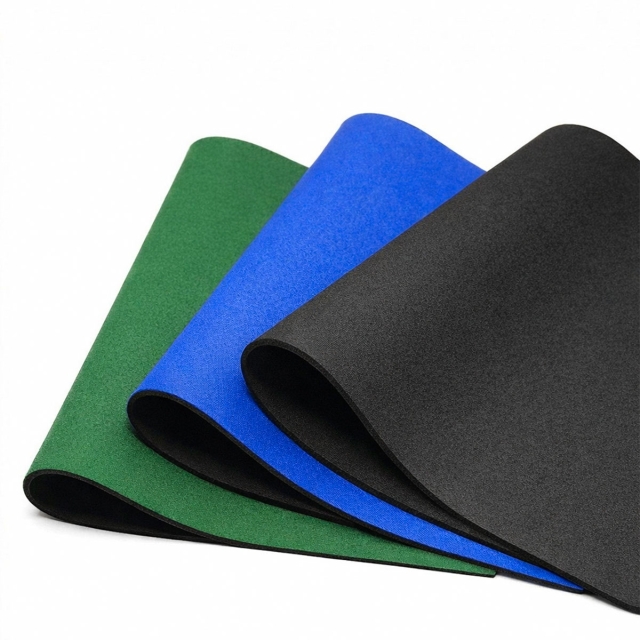
Neoprene is available in many forms, each crafted for specific applications. This diversity enhances its usability across a spectrum of industries.
Neoprene comes in sheets, rolls, and custom-cut shapes. These variations allow designers to create products tailored to specific needs.
Different levels of hardness and density are achievable with neoprene. This customization is critical for ensuring the material meets precise requirements.
Moreover, neoprene can be laminated with other materials. This process enhances its strength and adds aesthetic appeal, broadening its application range.
Neoprene Rubber vs. Neoprene Fabric
Neoprene rubber is the core material, known for its durability and protective qualities. It's widely used in industrial applications where toughness is key.
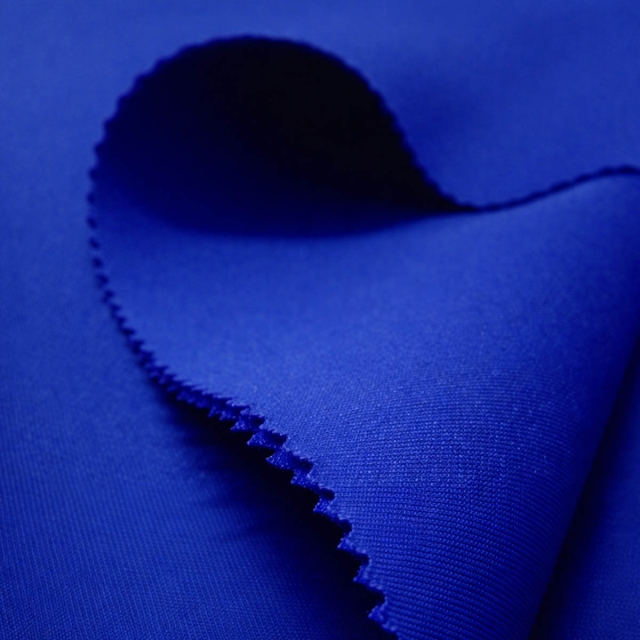
Neoprene fabric combines rubber with textile like nylon or polyester. This blend is crucial for apparel, offering comfort and flexibility.
While neoprene rubber is robust, the fabric version is more user-friendly for consumer products. It is utilized in wearables and fashion accessories, providing both style and function.
Neoprene Benefits and Advantages
Neoprene is lauded for its impressive range of benefits. One key advantage is its durability, which ensures long-lasting performance.
This material is resistant to various environmental factors. Its ability to withstand water, oils, and solvents enhances its versatility.
Neoprene also offers excellent thermal insulation properties. This makes it ideal for products that require warmth, like wetsuits and protective gear.
Lastly, its cushioning and shock absorption capabilities are noteworthy. These properties contribute to its use in protective equipment and padding for various applications.
Hypoallergenic and Eco-friendly Options
Neoprene is a popular choice for those seeking hypoallergenic materials. Unlike natural rubber, it doesn’t contain latex, reducing the risk of allergic reactions.
Moreover, there have been advancements toward more eco-friendly neoprene options. Researchers are exploring alternatives that minimize environmental impact.
While traditional production involves intensive processes, recycling initiatives are on the rise. These efforts aim to improve neoprene's sustainability and environmental footprint.

What is Neoprene Used For?
Neoprene finds its way into an array of applications due to its versatile properties. It’s frequently chosen for water sports equipment like wetsuits.
The buoyancy and insulation it provides are perfect for such conditions. Neoprene is also prevalent in the automotive industry, where it’s used for hoses and gaskets.
Its resilience and resistance to harsh chemicals make it ideal for this use. Moreover, construction industries utilize neoprene for insulation and soundproofing.
Its ability to absorb sound and resist weathering adds value. Neoprene is also common in various consumer products, ranging from laptop sleeves to orthopedic supports.
Applications in Various Industries
Neoprene’s adaptability sees it integrated into numerous industries beyond its traditional uses. For example, the aerospace and military sectors value its resistance to extreme conditions.
Its application doesn’t end there; neoprene also supports medical needs. It’s favored for braces and supports due to its comfort and flexibility.
Additionally, in the fashion realm, neoprene is gaining popularity for accessories like bags and footwear. Designers appreciate its unique texture and diverse color options.
Furthermore, its non-conductive nature suits applications requiring electrical insulation, showcasing its far-reaching utility across different fields. This versatility makes neoprene a material of choice for numerous innovative solutions.
Caring for Neoprene Products
Proper care extends the life of your neoprene items. To maintain their flexibility, gently rinse them with fresh water after each use. This prevents salt or chemical buildup that can degrade the material over time.
Avoid wringing or twisting neoprene, which can distort its shape and affect its performance. Instead, lay flat to dry in a shaded area, away from direct sunlight, to prevent fading and material degradation.
Store neoprene products in a cool, dry place to maintain their elasticity. Hang them using padded hangers if possible, ensuring they're not crumpled, which helps them retain their original form and functionality.

The Future of Neoprene
The future of neoprene looks promising with eco-friendly innovations on the horizon. Researchers are exploring sustainable production methods to reduce environmental impact. These advancements aim to replace traditional energy-intensive processes.
New formulations are being developed to enhance neoprene's performance. These may offer increased durability while maintaining flexibility. This positions neoprene as a versatile material for emerging technologies.
Manufacturers are also focusing on recycling practices to promote sustainability. By repurposing neoprene waste, they aim to minimize landfill contributions. This initiative underscores neoprene's potential role in a circular economy.
Conclusion and Key Takeaways
Neoprene's versatility and durability make it a standout synthetic rubber. Its widespread applications underscore its importance across numerous industries. From wetsuits to automotive components, neoprene delivers reliable performance.
Advances in eco-friendly production highlight neoprene's evolving future. Sustainable practices offer hope for reducing its environmental footprint. As innovations continue, neoprene's role will only expand further.
For those interested in materials science, neoprene is a fascinating study. It bridges the gap between traditional rubber and modern applications. Understanding neoprene gives insight into practical material engineering.
Quick Facts Box
- Neoprene is a synthetic rubber known for its versatility.
- It resists water, oils, and extreme temperatures.
- Commonly used in wetsuits, hoses, and medical braces.
FAQ Section
What is neoprene made of?
Neoprene is made from polychloroprene, a synthetic rubber, through polymerization of chloroprene. This process involves transforming chloroprene monomers into durable polymer chains.
Is neoprene fabric safe for skin contact?
Yes, neoprene fabric is generally considered safe for skin contact. It is hypoallergenic and does not contain latex, making it suitable for sensitive skin.
You can view Algeos Neoprene product range here.






Sold: Each
Incl. VAT Exl. VAT